


龙门刨改造,立车改造,机床大修搬迁,数控机床改造_泊头市成帅铸造量具有限公司
行业动态
DYNAMIC
____
品质是生命,服务是宗旨
服务热线 ——
 13731725101
13731725101


 当前位置:
当前位置: 老设备如何焕发新生?揭秘PLC改造的完整技术路径
2026-03-17 15:09:18
动态详情
在工业生产中,许多企业仍依赖着使用的老旧设备。这些设备虽然机械结构依然,但其原有的继电器或接触器控制系统却因线路繁杂、故障率高、维护困难而逐渐无法满足现代生产的需求。如何以较低的成本提升设备性能,成为摆在管理者面前的一道难题。可编程逻辑控制器(PLC)的出现,为这一问题提供了解决方案。
PLC改造并非简单的硬件替换,而是一项系统性的技术升级工程。其核心价值在于用软件逻辑替代传统的硬连线逻辑,从而大幅提升控制系统的性与灵活性。整个改造过程通常遵循一套严谨的技术路径,新系统既能保留原有设备的操作习惯,又能实现性能的飞跃。
系统诊断与方案规划
在动手改造前,对现有设备进行一次的“体检”。这包括详细记录所有按钮、开关、传感器和执行器的状态,绘制出原有的电气原理图,并梳理出设备的核心控制逻辑与联锁关系。这一步骤至关重要,它能帮助技术人员识别出原系统中存在哪些缺陷或故障隐患,为后续的方案提供依据。
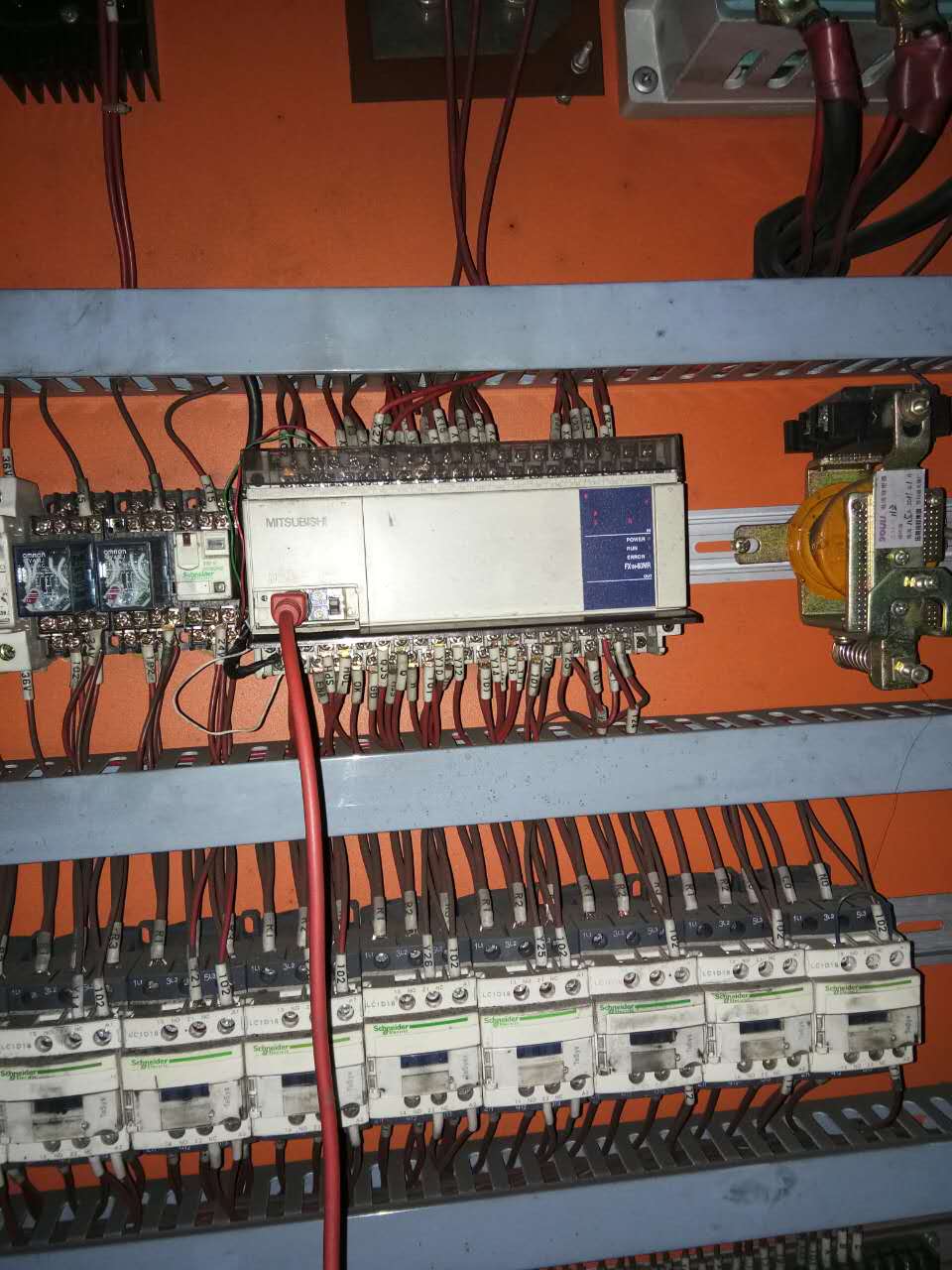
硬件选型与电路重构
根据诊断结果,选择合适的PLC型号及其输入输出模块。选型时需充分考虑输入输出点数的预留,为未来的功能扩展留有余地。在电路连接上,建议保留原有的功率回路,如电机、加热器等执行机构的主电路,仅替换控制回路。PLC的输入端直接连接现场的按钮和传感器,输出端则通过中间继电器或固态继电器来驱动接触器和电磁阀,实现弱电对强电的隔离。
软件编程与逻辑移植
这是改造的灵魂所在。技术人员需要将原有的继电器逻辑“翻译”成PLC的梯形图语言。这一过程不是简单的复制,而是可以对原有逻辑进行优化和简化,例如用定时器指令替代笨重的时间继电器,用置位/复位指令优化自锁回路。在编程时,应尽量保持与原操作面板一致的逻辑关系,操作人员无需改变原有的操作习惯。
调试验证与
程序编写完成后,需在实验室环境下进行模拟测试,利用短接线模拟传感器信号,检查程序逻辑的正确性。在现场安装完毕后,进行严格的调试。调试时应遵循“先手动、后自动”的原则,先通过强制输出功能点动测试各个执行机构的动作方向和反馈信号,确认无误后再进行联动调试。特别需要强调的是,涉及急停回路和重要保护,建议保留独立的硬线连接,不依赖PLC程序,以构建双重。
关于我们
泊头市成帅铸造量具有限公司:是机床改造、机床大修、普改数控、控制系统升级、节能的公司。公司拥有一批对机床设计、生产、电气改造、安装、调试、机械维修、施经验的人才,为用户提供电器系统、龙门刨、数控系统、机床大修、维修...
查看
产品推荐


联系我们

13731725101
泊头市成帅铸造量具有限公司欢迎您的来电!
地址:河北省泊头市交河镇粮繁厂
Copyright © 2018-2019 www.btcsdqgz.com. All Rights Reserved 泊头市成帅铸造量具有限公司版权所有 冀ICP备12006322号-1
